Cycle Time and Consistency
We evaluate manual actions, waiting time, thermal stability and process sequence, then translate cycle-time targets into equipment actions and fixture strategy.

NBKEM AUTOMATION EQUIPMENT
Founded in 2008, NBKEM provides engineering evaluation, equipment concepts, fixture design, assembly, commissioning and project delivery for automotive interior automation and mold-related applications.
Company Profile
NBKEM focuses on project-specific automation for automotive interiors, mold-related equipment and non-standard production scenarios. Our work covers solution evaluation, mechanical design, electrical control, fixtures, assembly, commissioning and on-site implementation.
Engineering Focus
For automotive interior parts, stable production depends on positioning, heating, pressure, changeover, poka-yoke logic and maintainability. Clarifying these points early makes the proposal, timeline and acceptance criteria more practical.
We evaluate manual actions, waiting time, thermal stability and process sequence, then translate cycle-time targets into equipment actions and fixture strategy.
Interior parts often have visible surfaces. Fixtures must protect appearance while maintaining reliable datum control and ergonomic loading.
For multi-platform and multi-version programs, common parts, quick-change modules, mold trolleys and recipe control help reduce downtime.
Clear structure, pneumatic layout, electrical layout and wear-part access help your team troubleshoot faster and replicate solutions for future projects.
Core Capabilities
Across all core product lines, NBKEM covers early concept design, mechanical/electrical/pneumatic design, parts machining, assembly, commissioning and on-site implementation. A mature supplier network also supports equipment delivery, spare parts and long-term maintenance.

Customized mechanical, electrical, pneumatic and safety concepts based on product structure, cycle time, datum strategy and quality checkpoints.
Hot riveting, leather wrapping, buckle assembly, wood veneer/aluminum bonding fixtures and related tooling for automotive interior parts.
Welding fixtures, changeover trolleys, CNC fixtures and quick-replacement universal parts designed for easier maintenance and faster changeover.
Support for sample validation, equipment rhythm, production stability and operator workflow improvement during project implementation.
Solution Matrix
You can use the following categories to frame your project before sending samples, drawings, cycle-time targets and site restrictions for engineering review.
For new vehicle programs, new parts or new process development.
For upgrading manual assembly, hot riveting, wrapping or inspection processes.
For capacity expansion, product changeover or improvement of existing production experience.
For clarifying acceptance criteria, trial-production data and future maintenance needs.
Technical Review
Even for the same hot riveting, wrapping or assembly category, your part structure and plant standards can change the final concept. Please confirm these items first so we can judge the right direction faster.
Part material, visible surfaces, allowable force areas, thermal deformation risk and material behavior of leather, plastic, wood veneer or aluminum parts.
Temperature, pressure, time, displacement, cooling, holding and glue-curing requirements should be reviewed before finalizing machine actions.
Main datum, secondary location, clamping direction, loading path and error-proofing design affect repeatability and operator variation.
Target takt time, shift plan, changeover frequency and loading method determine whether a single-station, multi-station or semi-automatic concept is suitable.
Define required checks such as presence, pressure, temperature, weld status, missing parts, wrong parts, appearance protection and alarms.
Confirm power, air supply, footprint, logistics direction, safety standards, your specified brands and maintenance capability.
Leading Products
Customizable automation equipment for hot riveting, wrapping, assembly, inspection and fixture holding of automotive interior parts.

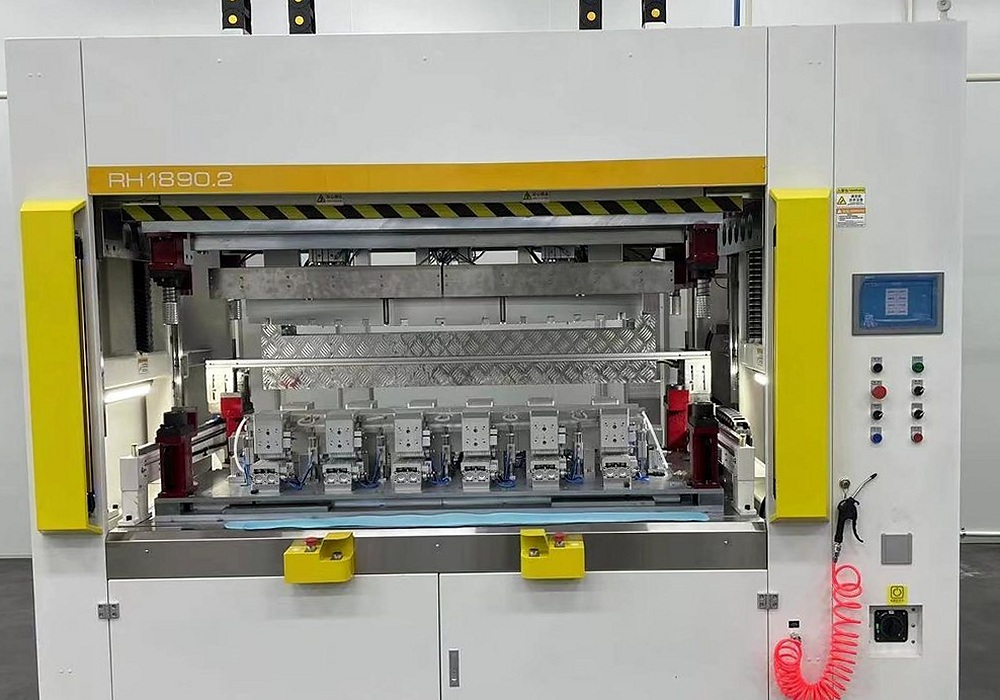
RH Series
KEM patented integrated air-blow welding heads for fast heating, fast cooling and stable multi-point hot riveting.
View Specifications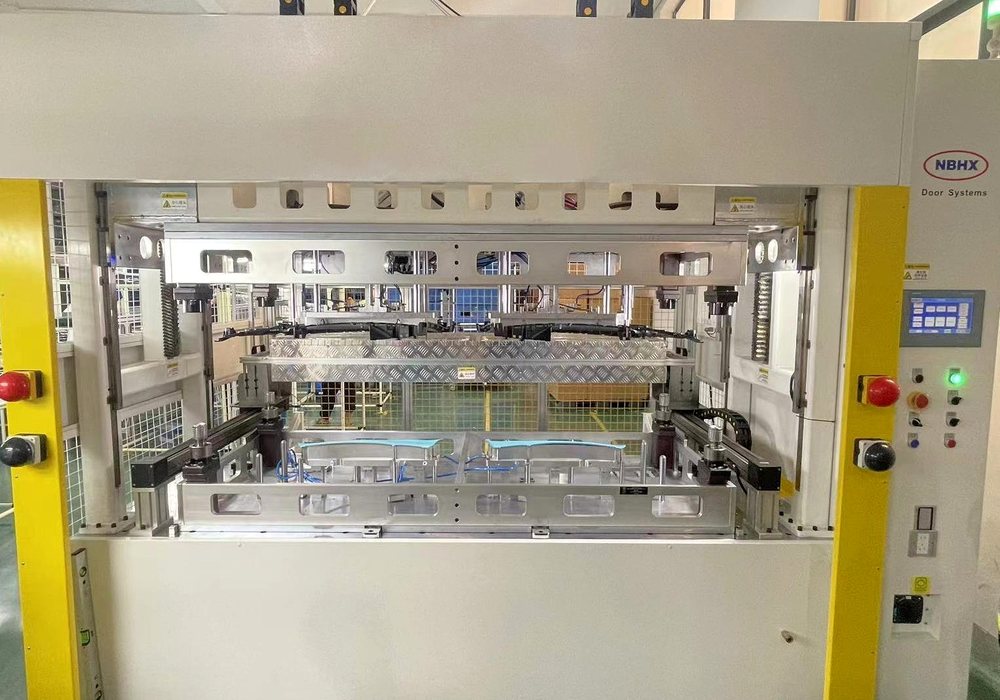
Wrapping
A/B/C/D/BL wrapping machines for skin location, heating-lamp activation, edge wrapping and push-block control.
View Specifications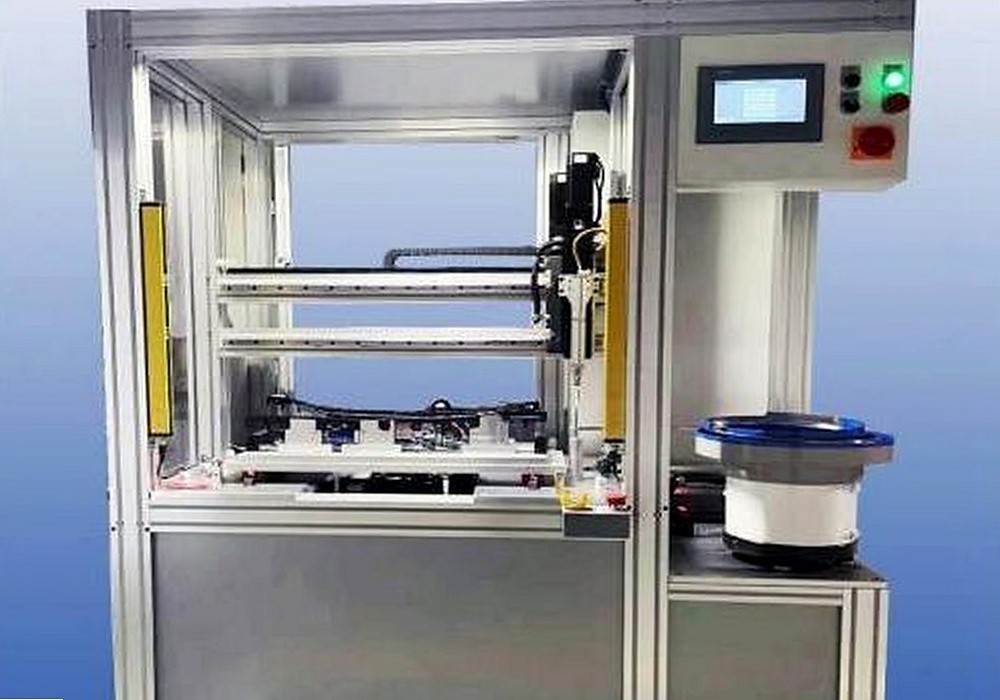
Assembly
Positioning, press-fit, inspection and poka-yoke for buckles, tapes, wood veneer and aluminum trims.
View Specifications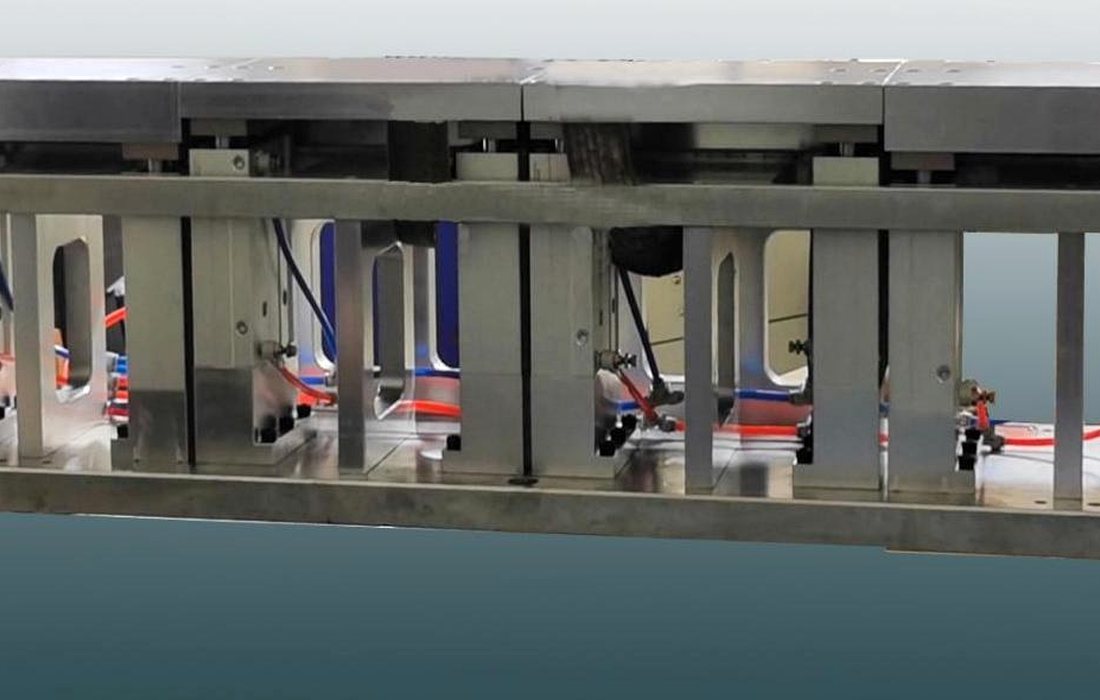
Fixture
CNC milling location, welding holding, mold-change transfer and flexible welding head structures.
View SpecificationsProject Delivery
Clarify part structure, process actions, positioning method, cycle-time target, quality checkpoints and site limitations.
Provide equipment layout, fixture concept, action logic, key component configuration and safety recommendations.
Complete machining, assembly, electrical control, pneumatic setup, heating modules and software commissioning.
Support installation, trial production, operator training and subsequent process optimization at your site.

Quality & Acceptance
A common risk in custom automation projects is redefining acceptance after equipment manufacturing. We recommend defining acceptance dimensions during the concept stage so engineering, purchasing, production and quality teams share the same target.
Validate samples, key parameter windows, fixture repeatability, sensor logic and abnormal-condition handling.
Recommended checks include dry run, continuous trial production, cycle time, appearance protection, safety interlock, alarms and wear-part list.
Operation instructions, electrical/pneumatic diagrams, maintenance suggestions, spare-parts list and training points can be prepared as required.
Project References
You can use these selected program codes to understand NBKEM's project experience and adaptation capability across different automotive interior parts, process structures and changeover scenarios.
Before Inquiry
You can contact us even if the documentation is incomplete, but clearer input helps narrow down equipment concept, timeline and quotation scope.
Product photos or 3D/2D drawings, sample status, process description, cycle-time target, quality requirements, site space and your specified component brands.
Yes. We can provide an initial review, but detailed concept work usually requires key dimensions, datum strategy, material characteristics and appearance-protection requirements.
PLC, cylinders, sensors, heating modules and safety components can be discussed according to your plant standards and confirmed in the technical agreement.
We usually evaluate unstable manual actions, cycle-time bottlenecks, rework cost, product lifecycle, changeover frequency and expected investment return.
Contact NBKEM
Please leave your contact information and project direction. Product type, program platform, sample status, cycle-time target and equipment space limits are especially useful for engineering communication.
Ningbo Keming Automation Equipment Co., Ltd. Address: Building 11, Xiying Eco Sci-Tech Park, Xizhou Town, Xiangshan County, Ningbo, Zhejiang, China 315722 Tel: +86-574-65832269 / 65873366 Fax: +86-574-65873566 Email: nbkem@126.com Website: nbkem.com