节拍与一致性
评估人工动作、等待时间、热稳定时间和装配顺序,把节拍目标转化为设备动作、夹具数量和工位节奏。

Company Profile
克名自动化坚持以您的需求为中心,长期服务汽车内饰、模具配套和非标自动化场景。公司能力覆盖方案评估、机械结构、电控系统、工装夹具、装配调试和现场导入,帮助您把复杂工序转化为稳定、可复制的自动化产线单元。
Engineering Focus
在您的项目启动前,我们会先确认产品定位、加热与压力窗口、换型方式、防错逻辑和维护要求,让设备方案、交付周期和验收标准更清晰。
评估人工动作、等待时间、热稳定时间和装配顺序,把节拍目标转化为设备动作、夹具数量和工位节奏。
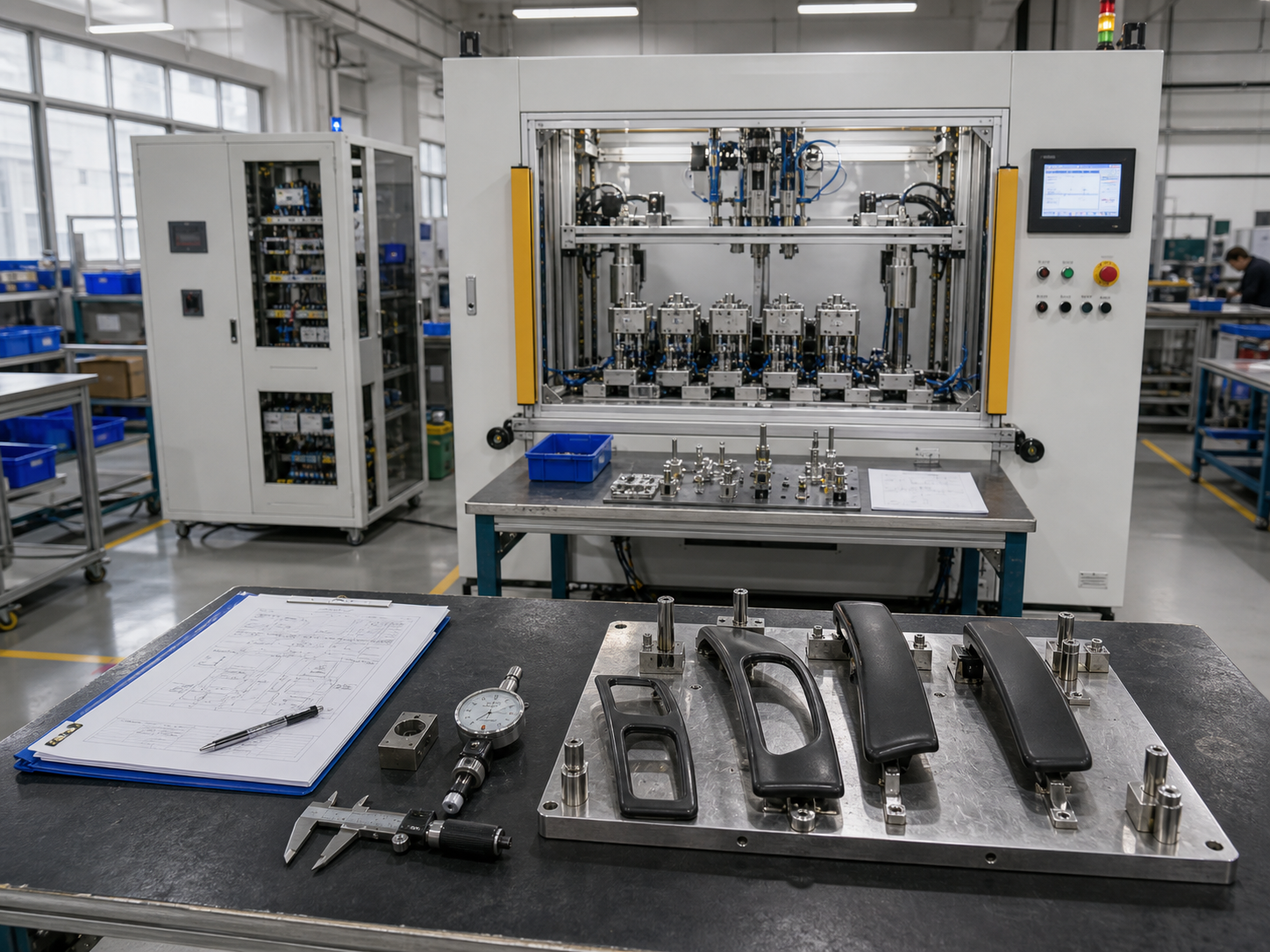
汽车内饰件通常外观要求高,夹具需要兼顾基准可靠、取放顺手和表面保护,避免压痕、划伤、错位和返修。
针对多车型、多版本项目,优先考虑通用件、快速更换结构、换模小车和程序配方,减少停机换型时间。
设备结构、气路、电控和易损件布置要让现场人员能快速定位问题,后续复制设备或改型时也更容易延展。
Core Capabilities
克名自动化围绕所有核心产品,具备从前期方案设计、机械/电气/气动设计到零件加工、装配调试和现场导入的完整能力;同时依托成熟的供应商体系,为您的设备交付、备件和后续维护保驾护航。
根据产品结构、节拍、定位基准和质量控制点,定制机械结构、电气控制、气动执行与安全防护方案。
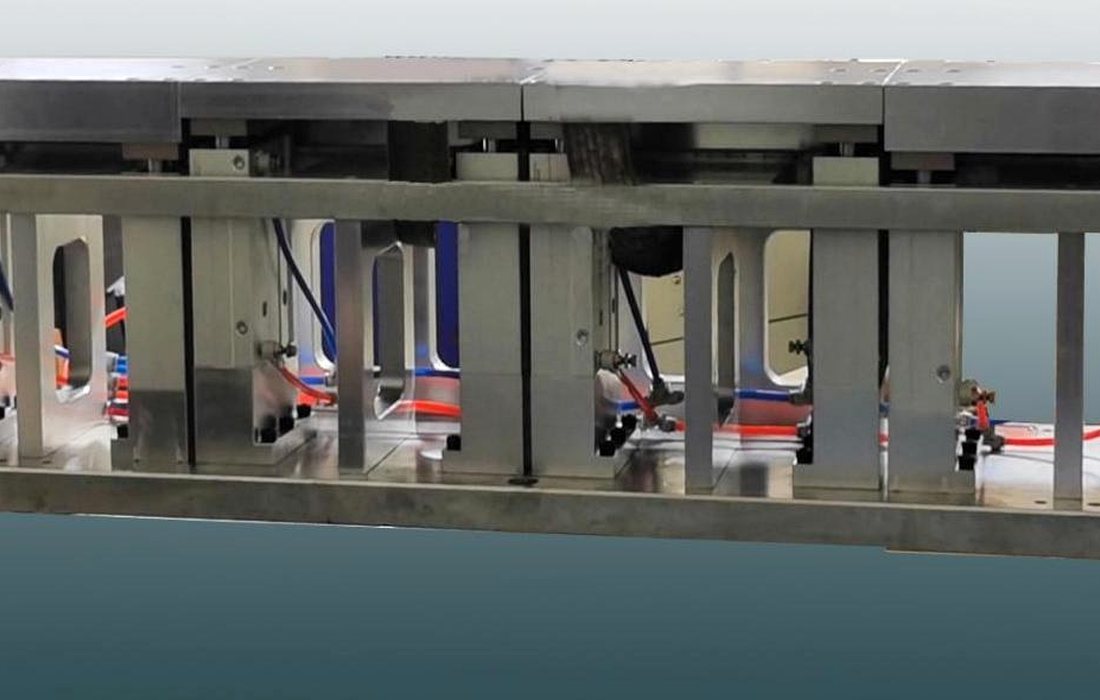
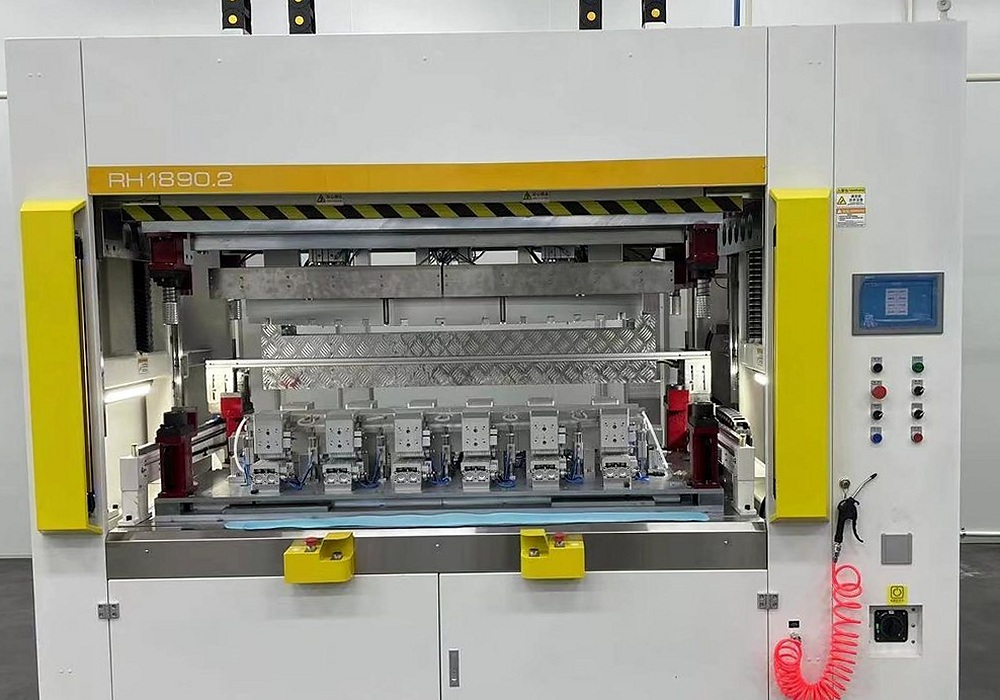
覆盖热铆焊接、皮革包覆、卡扣装配、木皮/铝片贴胶和相关夹具,适合多品种项目快速切换。
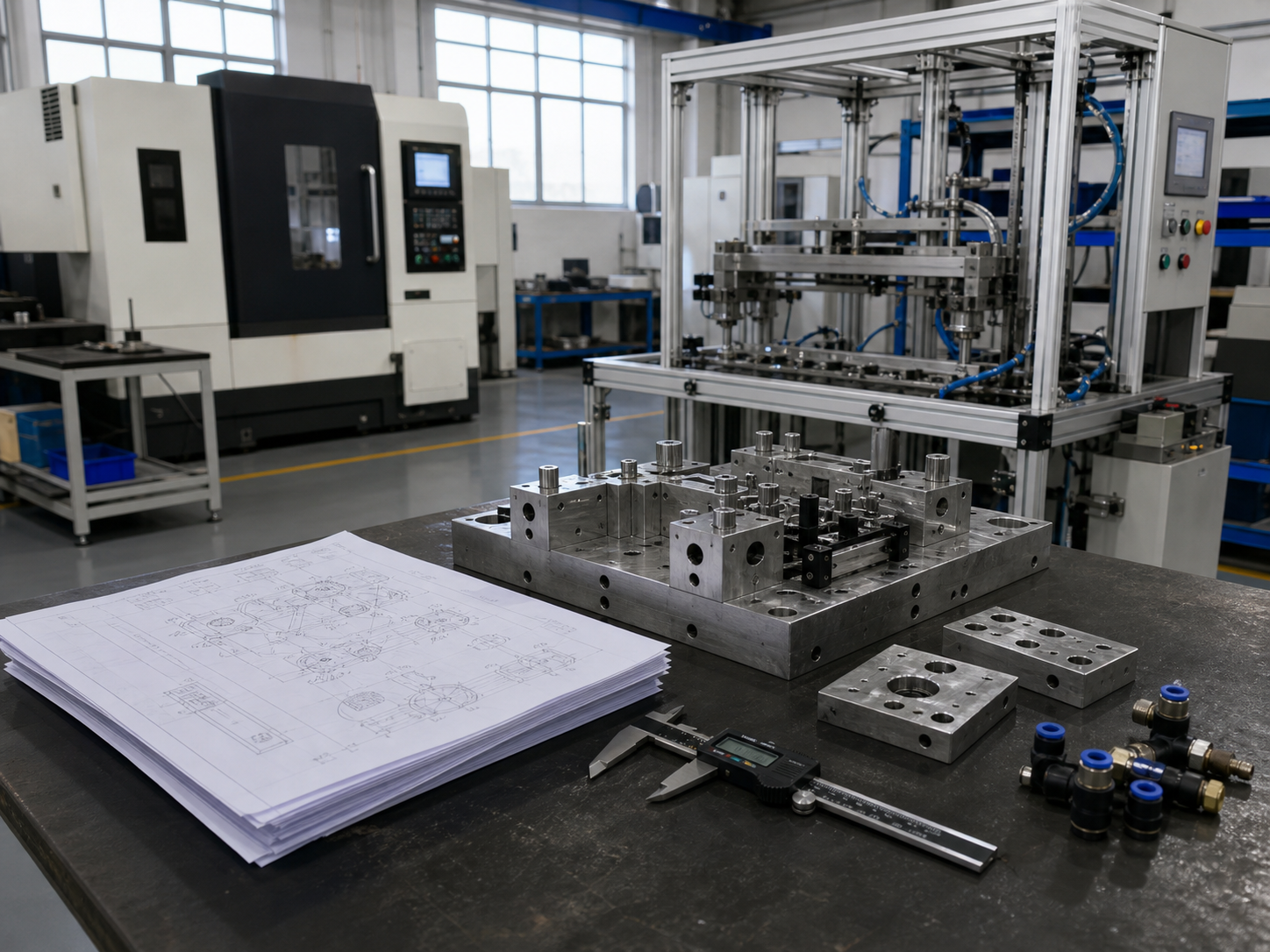
设计焊接夹具、换模小车、CNC 工装和通用件快速更换结构,降低换型时间和维护难度。
围绕您的样件验证、设备节拍、稳定性和人员操作习惯完成调试,支持后续工艺迭代。
Solution Matrix
您可以先按下面的方向判断项目类型,再把样件、图纸、节拍目标和现场限制发给我们,我们会做进一步方案评估。
适合新车型、新产品或新工艺开发阶段。
适合现有人工装配、热铆、包覆或检测工序升级。
适合已有量产经验,需要扩产、换型或局部升级。
适合您需要明确验收口径、试产数据和后续维护方式。
Technical Review
同样是热铆、包覆或装配设备,您的产品结构和工厂要求会影响最终方案。请先确认以下信息,便于我们快速判断方案方向。
确认零件材料、外观面、允许受力区域、热变形风险、皮革/塑料/木皮/铝片等材料特性。
梳理温度、压力、时间、位移、冷却、保压和胶水固化等关键参数,避免设备方案只停留在动作层面。
明确产品主基准、辅助定位、夹紧方向、取放路径和防呆结构,减少装夹误差和操作波动。
确认目标节拍、班次、换型频率、上下料方式和人机配合方式,判断单工位、多工位或半自动方案。
定义需要检测的关键点,例如到位、压力、温度、焊点状态、漏装、错装、外观保护和报警记录。
提前确认电源、气源、设备占地、物流方向、安全标准、您指定的品牌和后续维护人员能力。
Leading Products
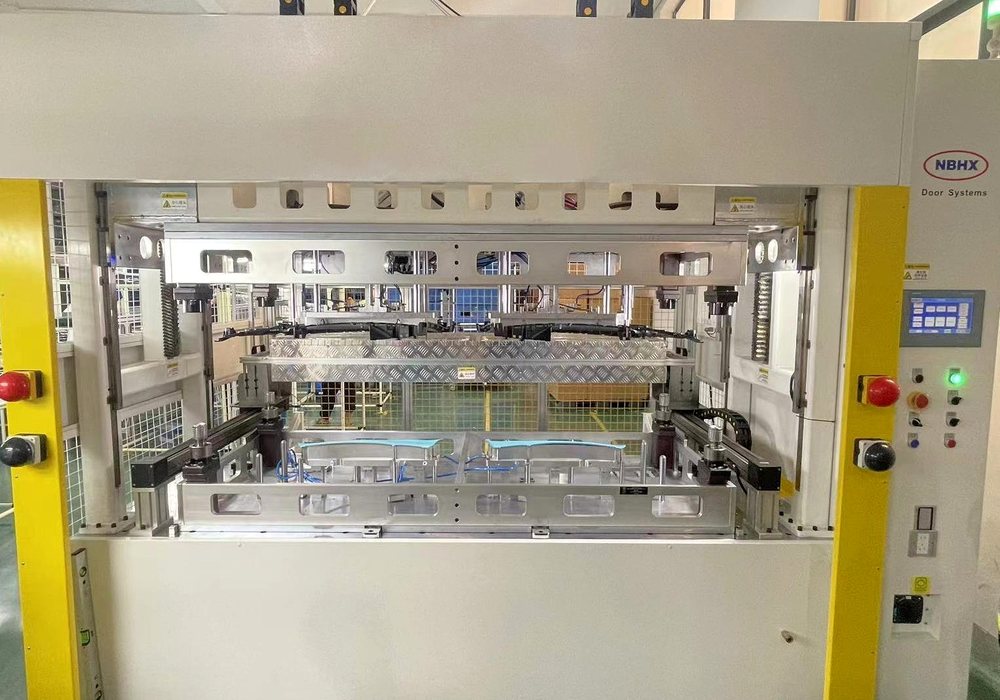
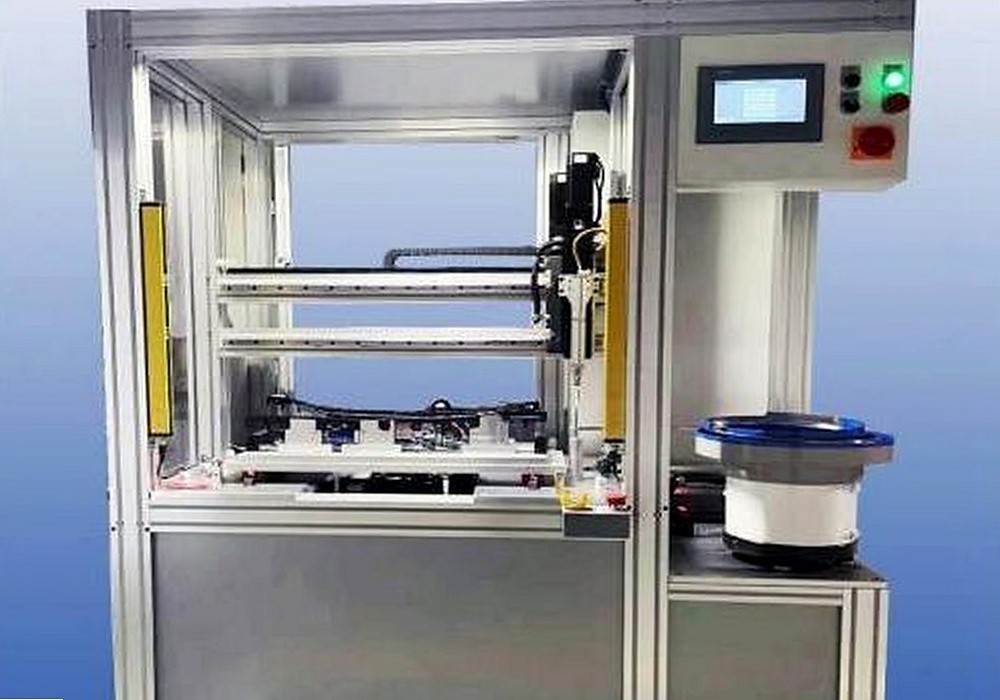
围绕汽车内饰件热铆、包覆、装配、检测和工装夹持等关键工序,提供可定制的自动化装备。
Project Delivery
明确产品结构、工艺动作、定位方式、节拍目标、质量控制点和现场空间。
输出设备布局、夹具结构、动作逻辑、关键元器件配置和安全防护建议。
完成机加、装配、电控、气动、加热和软件联调,验证设备稳定性。
配合您现场安装、试生产、人员操作培训和后续工艺迭代。
Quality & Acceptance
非标自动化项目的常见风险,是设备制造完成后才重新定义验收口径。我们建议您在方案阶段就明确验收维度,让工程、采购、生产和质量团队对同一套目标达成共识。
围绕样件试做、关键参数窗口、夹具重复定位、传感器逻辑和异常处理进行验证。
建议包含空运行、连续试产、节拍、外观保护、安全互锁、报警提示和易损件清单。
可按项目需要准备操作说明、电气/气动图、点检维护建议、备件清单和培训要点。
Project References
以下列举部分过往项目代号,便于您了解克名自动化在不同汽车内饰件、工艺结构和换型场景中的项目经验与适配能力。
Before Inquiry
资料暂时不完整可以先沟通。若能提供以下信息,我们可以更快判断设备方案、交付周期和报价范围。
建议提供产品图片或 3D/2D 图纸、样件状态、工艺说明、目标节拍、质量要求、现场空间和您指定的元器件品牌。
可以先做初步评估。后续进入详细方案前,通常仍需要确认关键尺寸、定位基准、材料特性和外观保护要求。
PLC、气缸、传感器、加热和安全部件可根据您的工厂标准讨论配置,最终以项目技术协议为准。
通常从人工不稳定点、节拍瓶颈、返修成本、产品生命周期、换型频率和投资回收预期综合判断。
Contact NBKEM
请留下联系人、联系方式和项目方向。为了方便工程沟通,建议补充产品类型、当前阶段、样件情况、目标节拍或设备空间限制。
宁波克名自动化装备有限公司 地址:浙江省宁波市象山县西周镇西瀛生态科创园11号楼 电话:0574-65832269 / 65873366 传真:0574-65873566 邮箱:nbkem@126.com 官网:nbkem.com